Aluminium extrusiepersmachine




- ruijia
- jiangsu
- 20 dagen
- 100sets/maand
Wij zijn een professionele leverancier van metaalextrusieapparatuur. We kunnen een heel programma voor u maken. U hoeft alleen de volgende informatie te verstrekken:
1. Tekening.
2. Productmateriaalvereisten.
3. Productgebruik.
4. uitgang.
![]()

Productintroductie van extrusiemachine:
De hoofdcilinderconstructie en de voorbalkconstructie van de extruder zijn verbonden door vier spanningskolommen van Φ170 mm. De beweegbare balk, de knijpcilinder, de spiltoevoer, het matrijswisselapparaat, de hoofdschaar met automatische drukverlaging en het hydraulische apparaat worden aangedreven door de knijpstang. De extruder wordt ondersteund door een basis van gelaste stalen constructie.
1. de hoofdcilinderconstructie:
De hoofdcilinder en de zijkant zijn voorzien van respectievelijk enkelwerkende en dubbelwerkende hoofdplunjers. De bussen van deze cilinders maken gebruik van een koperen huls van 6-6-3-materiaal (met behulp van een montageproces bij lage temperatuur), terwijl de hoofdplunjer is afgedicht met een V-ring en een koperen huls. Pas de opening tussen de flens en de cilinderflens aan om de nauwkeurigheid van de afdichting te garanderen. Het achtereinde van de hoofdcilinder is uitgerust met een grote stroomvulklep om ervoor te zorgen dat de werkolie vrijelijk van de tank naar de hoofdcilinder kan stromen wanneer de hoofdplunjer snel naar voren staat. De hoofdcilinder is gemaakt van 35 # gesmeed staal, terwijl de hoofdplunjer is gemaakt van gelegeerd gietijzer en gepolijst.
2. Voorbalkmontage en vormwisselapparaat:
De voorbalk is gemaakt van hoogwaardig 35# gietstaal. De matrijszitting heeft twee werkposities: de extrusiepositie en de reinigingspositie. Inschuifbare voorbalk, bediend door een dubbelwerkende hydraulische cilinder.
3. de belangrijkste beweegbare balk en geëxtrudeerde staafsamenstelling:
De extrusiestang is stevig gemonteerd op het voorste uiteinde van de beweegbare balk door de knijpstangwartel. De beweegbare balkgeleider is vlak bij de onderrail en de bovenrail is hellend en wordt over het gehele slagbereik ondersteund en geleid door de basis.
4. de extrusiecilinderconstructie:
Het extrusievatsamenstel bestaat uit een knijpcilindermantel, weerstandsverwarming en dergelijke. De extrusiecilindergeleider neemt de onderste rail aan als een plat type, en de bovenste rail is van het schuine type, dat wordt ondersteund en geleid door de basis over het gehele slagbereik, zodat de beweging van de extrusiecilinder soepel blijft. De extrusieloop wordt bediend door twee (of vier) cilinders ingebed in de achterbalk.
5. schaar:
In de voorbalk is een verticale schaar gemonteerd. Het door een cilinder aangedreven drukvullingsapparaat zorgt ervoor dat de druk en het eindvlak van de mal volledig worden gescheiden. De hydraulische cilinder die de schaar aandrijft, bevindt zich op aanzienlijke afstand van het extrusievat, de mal en andere verwarmingselementen, zodat de afdichtingen van de hydraulische cilinder niet worden verwarmd om een lange levensduur te behouden.
6. de vervoerder:
De drager is bevestigd aan het hoofdframe van de extruder. Het wordt aangedreven door een hydraulische cilinder en is draaibaar vergrendeld met een V-vormig steunblokmechanisme om ervoor te zorgen dat de staaf tijdens het laadproces in het midden blijft.
7. Knijpbuisverwarmingssysteem:
Het extrusievat wordt verwarmd door een extern resistief verwarmingselement (in-line of ringvorm). De verwarmingselementen zijn verdeeld in drie groepen en worden automatisch geregeld via ster- en driehoeksmethoden om de extrusiecilinder op een nauwkeurige bedrijfstemperatuur te houden.
8. hydraulisch systeem:
Het hydraulisch vermogen van de extruder wordt geleverd door een elektrohydraulische plunjerpomp met proportionele bediening en een kwantitatieve schoepenpomp. De hoeveelheid olie die aan de hoofdpomp wordt geleverd, wordt geregeld door een vooraf ingesteld apparaat. Een terugslagklep, een ontlastklep, een ontlastklep, een logische klep en een gecentraliseerd blokklepstation worden gebruikt om een eenvoudige leiding te vormen om olielekkage te voorkomen. De Luo-serie klep heeft het voordeel dat hij hoge druk en grote stroom zonder impact regelt. Alle hogedrukleidingen zijn vervaardigd uit naadloze stalen buizen met een face-to-face flensaansluiting met O-ring of een schroefdraadaansluiting met diepe schroefdraad.
De zuigklep (vlinderklep) van de hoofdcilinder is buiten de brandstoftank gemonteerd, zodat het niet nodig is om de brandstoftank te ontluchten tijdens onderhoud.
9. smering:
De beweegbare balk van de hoofdcilinder en de extrusiecilinder zijn zelfsmerende apparaten. Scharen en vormbases worden handmatig gesmeerd.
10. Koeling:
De platenwisselaar kan worden geselecteerd op basis van de eisen van de klant, of er kan onafhankelijke speciale oliekoelapparatuur worden geïnstalleerd om ervoor te zorgen dat de olietemperatuur voldoet aan de eisen van de extruder.
11. bediening:
1. extrusiecyclus:
De extrusiecontrole maakt het gebruik van volledig automatische herhalende cycli of semi-continue automatische cycli mogelijk. De extruder kan de volgende bedrijfscycli bieden:
1) Lus gebaseerd op selectie van de regelmodus:
EEN. handleiding
B. automatisch een cyclus (beginnend vanaf de extrusiebuis):
2) Extrusiesnelheid (optionele constante snelheid):
De extrusiesnelheid kan worden aangepast van nul traploze snelheid tot de maximale snelheidswaarde door middel van een vooraf ingesteld apparaat op het bedieningsscherm. In de automatische cyclus kan de extrusiesnelheid worden geprogrammeerd om de vulsnelheid, extrusiesnelheid en reductieverhouding te bepalen.
3) Temperatuurregeling van het extrusievat:
4)De verwarming in de extrusiecilinder is uitgerust met een thermokoppel. Volgens het signaal van het thermokoppel wordt elektrische energie in de verwarming ingevoerd en wordt de temperatuur geregeld door een uitgebreid apparaat dat elke temperatuur weergeeft.
5) Veiligheidscontrole:
De besturing van de extruder is voorzien van vergrendelingen om schade aan de apparatuur als gevolg van verkeerd gebruik te voorkomen. Op het bedieningspaneel bevindt zich een noodstopknop.
12. Technische parameters van het elektrische gedeelte:
1) Ingangscapaciteit en spanning.
A) Ingangsspanning: AC 380V 3 fase 50HZ
B) Regelkring: AC 220V 1 fase 50HZ
2) Aarding:
Neutraal ----------- stevig geaard
3) Voedingssysteem, 380V AC, 3-fase, 50HZ, capaciteit (afhankelijk van de grootte van het apparaat)
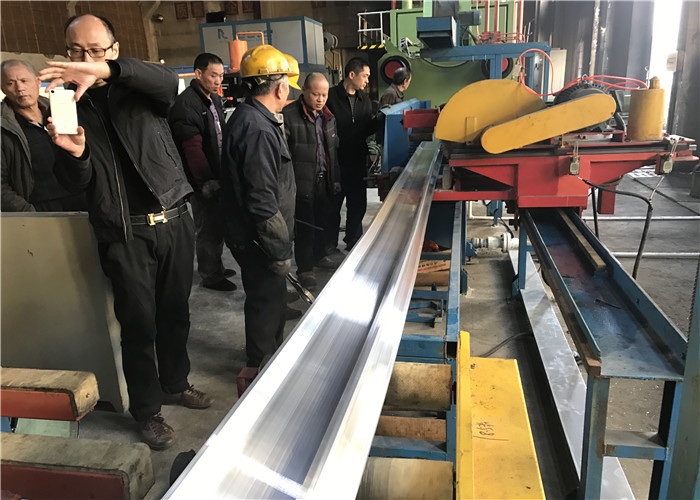
Klanten gebruiken onze extruder om magnesium te persen:

Klanten gebruiken onze extruder om aluminium te persen:

Klanten gebruiken onze extruder om zilver te persen:

Welkom bij overleg, ons technisch team zal u de meest professionele en zorgzame service bieden!